品质至上、顾客至上、持续改进、精益求精
有效服务热线
15533770111 20-08-08强化吸塑铝模产业中心地位 提高国际市场占有率
20-08-08强化吸塑铝模产业中心地位 提高国际市场占有率
近年来,我国吸塑铝模产业发展迅速,产业规模不断扩大,也实现了吸塑铝模产业中心向国内转移。目前,我国还没有建起来具有行业影响力的龙头企业,品牌优势不够鲜明。因此要强
20-07-24不同材质吸塑模具的特性介绍
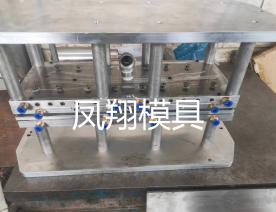
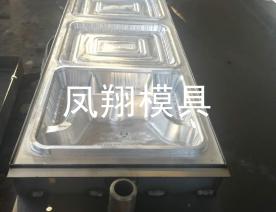
一、铝合金吸塑模具 铝合金吸塑模具我们通常称之为吸塑铝模,一般使用ZL401、6061和7075等铝质材料制成,由于多用数控机床加工完成,故此类模具***度高及所之产
20-06-29吸塑包装盒定制都有哪些流程
吸塑包装流程工序主要有:产品设计、模具制作、技巧、冲床裁边、检验出货。凤祥吸塑包装厂表示,完整的工作程序才能出质量好,让人满意的吸塑盒。接下来将每到工序进行详解。吸塑包
20-06-20塑料模具收缩的原因
收缩的主要原因有以下几种: 1.塑料的热胀冷缩。在塑料模具成型时,需要把塑料原料熔融,这时的熔融温度达到200~300度,塑料原料受热膨胀,而在塑料模具冷却的过程中
20-04-23吸塑模具塑胶模具设计注意事项
塑胶模具有叫吸塑模具,它的设计注意事项如下⑴塑件形状及壁厚设计特别应考虑有利于料流畅通填充型腔,尽量避免尖角、缺口。⑵脱模斜度应取大,含玻璃纤维15%的可取1°~2°,含玻璃纤维3
20-04-19凤翔吸塑模具诚意满满
现在工厂的加工形式一般都是批量,这样有效节约了时间,提升了效率,模具就是环节中重要的一环,凤翔吸塑模具结构完整,制作精良,材质的选取和加工都严格按照规定,质量等各方面
20-03-28吸塑成型模具修复的三种方法
吸塑热成型模具的修复方法模具在热成型行业中具有极其重要的作用,它的质量直接决定产品的质量。提高模具的使用寿命和精度、缩短模具的制造周期,是许多企业急需解决的技术问题,但在模具使用过
20-03-12吸塑模具的真空系统设计
真空系统设计是为了使塑料片材与吸塑模具型面之间形成负压,使片材在足够的压力差下延伸成型。真空吸塑成型模具**设计真空泵一负压罐一真空室一抽气孔组成的真空系统。抽气孔的位置应位于片材与模具成型面的接触的部位

有效服务热线
15533770111
扫一扫关注微信